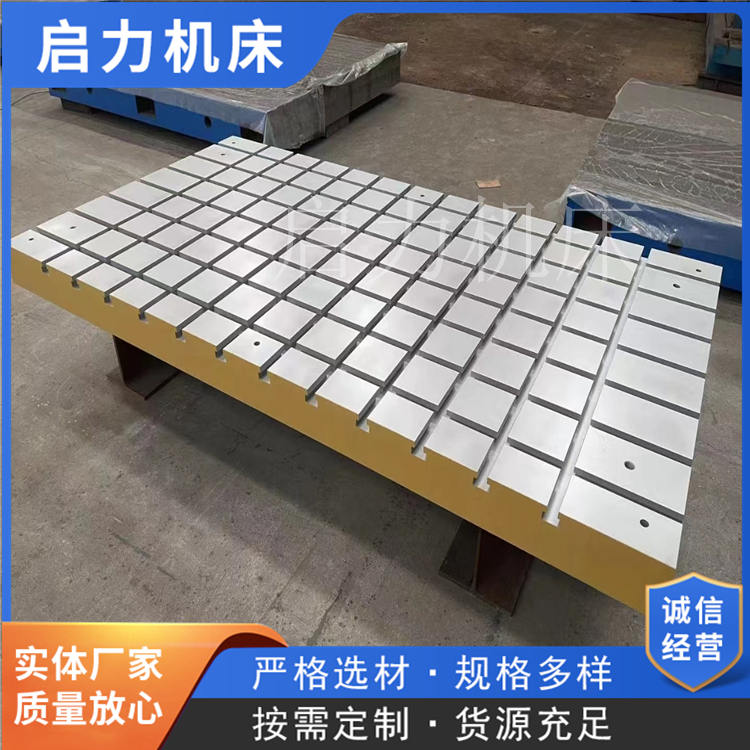
鑄鐵T型槽平臺(tái)機(jī)械行業(yè)的一種工作臺(tái)
T型槽平臺(tái)工作面硬度為HB170—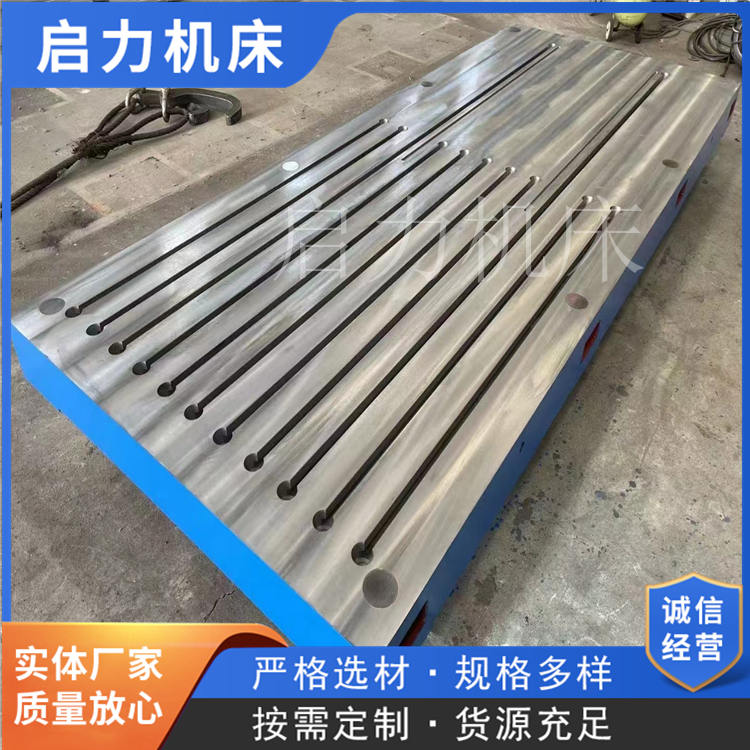 240.檢驗(yàn)平臺(tái)按《鑄鐵平臺(tái)》200標(biāo)準(zhǔn)設(shè)計(jì)、加工和生產(chǎn)精度等級(jí)按要求2級(jí)制作,工作面平面度公差不大于0.064mm,其表面粗糙度Ra允許值為5μm。要求T型槽平臺(tái)面厚度30mm平臺(tái)總高度200mm,側(cè)圍厚度、底面筋板的厚度、高度和密度按有關(guān)標(biāo)準(zhǔn)和載重要求設(shè)計(jì)。
240.檢驗(yàn)平臺(tái)按《鑄鐵平臺(tái)》200標(biāo)準(zhǔn)設(shè)計(jì)、加工和生產(chǎn)精度等級(jí)按要求2級(jí)制作,工作面平面度公差不大于0.064mm,其表面粗糙度Ra允許值為5μm。要求T型槽平臺(tái)面厚度30mm平臺(tái)總高度200mm,側(cè)圍厚度、底面筋板的厚度、高度和密度按有關(guān)標(biāo)準(zhǔn)和載重要求設(shè)計(jì)。
T型槽平臺(tái)砂型鑄造中溫度的控制和輔材的運(yùn)用:由于熱砂對(duì)整個(gè)T型槽平臺(tái)砂型鑄造過程的影響力還是大的,所以一定要通過正確的方式盡量避免問題的發(fā)生,一方面是要控制溫度,一般保持在五十度左右可以了。如果溫度高了的話,會(huì)減少鑄造T型槽平臺(tái),但如果溫度低了的話,又會(huì)干擾鑄造的正常進(jìn)行。
使用筑爐鑄造T型槽平臺(tái)的步伐:主要筑爐工具由馬丁振動(dòng)器(氣動(dòng)):工作氣壓0.6MPa以上,由于壓縮空氣系統(tǒng)壓力不夠,現(xiàn)使用一臺(tái)增壓泵,壓力可0.8MPa,六齒搗固叉,圓型搗固頭,月牙型搗固頭,搗固工具連接鐵管,熱電偶、多點(diǎn)溫度記錄儀。
T型槽平臺(tái)檢定及使用時(shí)的輔助支撐位置應(yīng)與設(shè)計(jì)時(shí)的圖紙相同,這保證了T型槽平臺(tái)支承的合理布局。使用過程中,要注意和T型槽平臺(tái)的工作面有過激的碰撞,防止損壞T型槽平臺(tái)的工作面,工件的重量不可以超過鉚焊平臺(tái)的額定載荷,否則會(huì)造成工低,還有可能損壞T型槽平臺(tái)的結(jié)構(gòu),甚至?xí)斐蒚型槽平臺(tái)變形,使之損壞,無(wú)法使用。
T型槽平臺(tái)制芯:未刷涂料砂芯的砂粒太粗或粒度分布不佳,與原砂粒度分布不均勻一樣,對(duì)產(chǎn)生機(jī)械粘砂有影響。T型槽平臺(tái)砂芯未舂實(shí),與砂型未舂實(shí)的性質(zhì)一樣,對(duì)機(jī)械粘砂有重大影響。砂芯表面粗糙或多孔,會(huì)引起機(jī)械粘砂。熔融金屬或金屬氧化物浸潤(rùn)了這種粗糙的或多孔的表面后會(huì)滲入砂芯。砂芯在儲(chǔ)存期間吸濕,對(duì)T型槽平臺(tái)砂芯來(lái)說(shuō),水分過多為麻煩。因?yàn)樯靶舅诌^多不易察覺。有的T型槽平臺(tái)砂芯看上去像是干的,但仍然很高。
T型槽平臺(tái)筑爐前準(zhǔn)備中頻感應(yīng)電爐的檢查及調(diào)試爐子的機(jī)械系統(tǒng)、液壓系統(tǒng)、電氣系統(tǒng)、水冷系統(tǒng),須在筑爐前調(diào)試完好襯冷態(tài)試驗(yàn),信號(hào)設(shè)定好數(shù)值,排除爐子運(yùn)行中可能出現(xiàn)的意外故障。模具準(zhǔn)備模具制作嚴(yán)格按圖紙要求驗(yàn)收,模具表面要打磨光滑,表面進(jìn)行除銹處理。T型槽平臺(tái)啟熔準(zhǔn)備工作準(zhǔn)備啟熔塊:3~5t,小塊干凈的廢鋼、生鐵、小塊干凈的回爐料。
T型槽平臺(tái)精度等級(jí)有0,1,2,3,級(jí),制成筋板式和箱體式工作面有長(zhǎng)方形,正方形或圓形。T型槽平臺(tái)工作面采用刮削工藝,工作面上可加工V形,T形,U形槽和圓孔。另一方面是可以運(yùn)用一些輔助材料,并對(duì)其進(jìn)行的控制,以免出現(xiàn)一些不必要的麻煩而影響到整個(gè)砂型鑄造的效果。同時(shí)不要忘了還有T型槽平臺(tái)新砂的加入,也得好好把握,使其發(fā)揮出的作用。
啟力機(jī)床謝女士13785751790
業(yè)務(wù)咨詢:932174181 媒體合作:2279387437 24小時(shí)服務(wù)熱線:15136468001 盤古機(jī)械網(wǎng) - 全面、科學(xué)的機(jī)械行業(yè)免費(fèi)發(fā)布信息網(wǎng)站 Copyright 2017 PGJXO.COM 豫ICP備12019803號(hào)