
600合金是一種無磁的鎳基高溫合金,結合了高強度,冷熱加工性能和耐腐蝕能力。并且該合金展現出很好的耐熱性能,在整個退火到重度冷作加工過程中,不會出現時效腐蝕或應力腐蝕。
化學成分
碳 0.10%以下
硫 0.015%以下
鉻 14.00-17.00%
銅 0.50%
錳 1.00%以下
硅 0.50%以下
鎳 72.00%以上
鐵 6.00-10.00%
物理性質
比重:8.43
密度:0.3070 lb/in3
平均比熱(77-212?F):0.1090 Btu/lb/?F
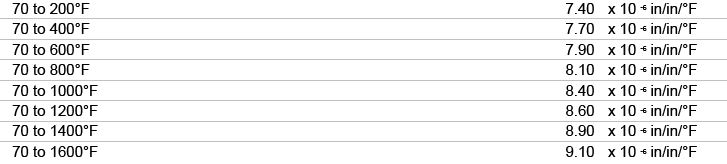
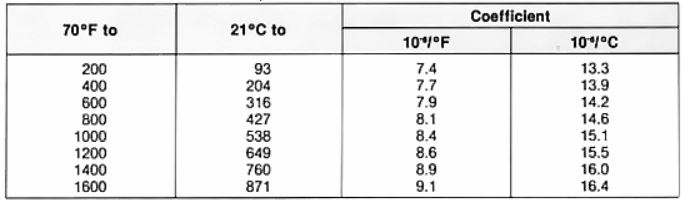
平均熱膨脹系數
導熱率: 104.0BTU-in/hr/ft2/?F
彈性模量(E)
受拉和受壓: 31.0 X 103 ksi
扭轉和受壓: 11.0 X 103 ksi
電阻(77?F):620.0 ohm-cir-mil/ft
熔距: 2540?F

機械性能
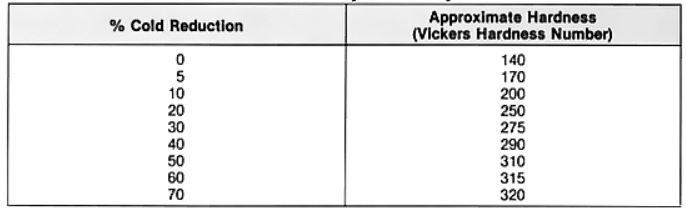
冷軋對硬度的影響
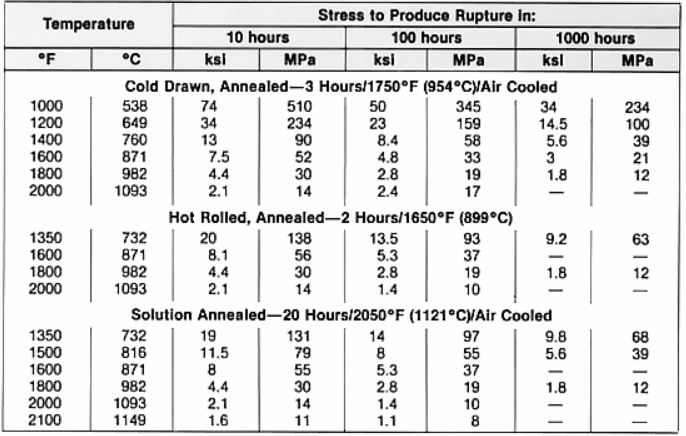
應力開裂強度
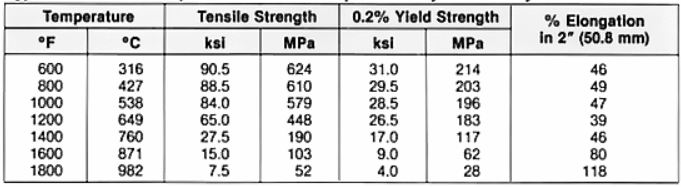
升溫環境的抗拉強度
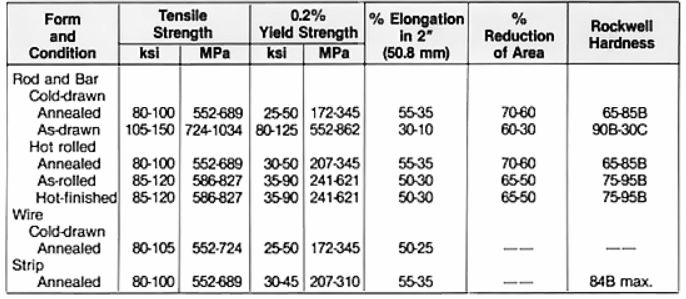
機械性能
熱處理
600合金不能時效硬化,只能冷作硬化。
軟化退火開始的溫度是871?C,在982?C加熱10-15分鐘即可結束退火。超過982?C會產生不良的晶粒生長,但是在1038?C稍微加熱一下可以使材料完全軟化,且不會出現過度的晶粒生長。
冷卻速度不影響軟化效果,所以可以用水淬也可以空冷。
加工性能
熱加工
低硫還原爐氣氛可用于鍛造600合金。熱加工的大部分工作量應在1260-1010?C溫度范圍內進行,少量的熱加工可以持續至溫度降至871?C。871-649?C之間材料延展性較低,不宜進行熱加工。
冷加工
為得到更高的性能,600合金可在649?C以下進行冷加工。
機加
600合金的熱加工狀態和退火態都可以進行機加。由于該材料機加時會產生大量的熱,應采用高速鋼,有色金屬鑄件或硬質合金刀具,并保持刀具鋒利。
高速鋼和有色金屬刀具的車削速度為0.18-0.23m/s,硬質合金刀的車削速度為0.51-0.89m/s。該速度范圍為平均值,需根據工件的實際情況來調整速度和進刀量。
潤滑油需用硫基的。在加溫處理,如焊接前,需徹底清除潤滑油。
焊接
600合金可用普通的焊接和釬焊。
業務咨詢:932174181 媒體合作:2279387437 24小時服務熱線:15136468001 盤古機械網 - 全面、科學的機械行業免費發布信息網站 Copyright 2017 PGJXO.COM 豫ICP備12019803號